
Spawanie łukiem krytym
Spawanie łukiem krytym (O.P. spawanie) to technika spawania, w której wykorzystuje się ziarnisty proszek, który jest ciągle podawany z zasobnika przez pistolet spawalniczy. Proszek tworzy warstwę ochronną na spoinie, chroniąc ją przed atmosferą i utlenianiem oraz zapobiegając innym formom zanieczyszczeń. Jest to więc coś zupełnie innego niż spawanie ręczne, jakim testujemy naszych ludzi.
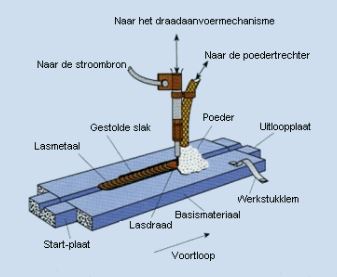
Schematyczny rysunek stanowiska O.P.
Aby zastosować tę metodę spawania, potrzebne są specjalne, często duże maszyny. Kilka dużych firm, takich jak SIF, używa wielu takich maszyn do spawania pali używanych do wiatraków. Ponieważ te firmy potrzebują na najbliższy czas wielu operatorów O.P., a kandydatów do tego trudno znaleźć, pojawiła się myśl, żeby ich samemu wyszkolić.

Ogromne pale do spawania.
Ale jak to zrobić, jeśli nie masz do dyspozycji maszyny O.P.?
Covebo Sliedrecht skontaktowało się ze szkołą spawalniczą Elektrolas w Waalwijk, czy gdzieś znajdują się maszyny O.P., które można by użyć do szkolenia naszych kandydatów z Covebo. Wszystko to doprowadziło do współpracy z Certilas w Huissen, gdzie w hali znajduje się piękna maszyna O.P., Elektrolas, które opracowało teoretyczne szkolenie, Pieter, który szkoli kandydatów, i Covebo Sliedrecht, które zapewnia kandydatów.
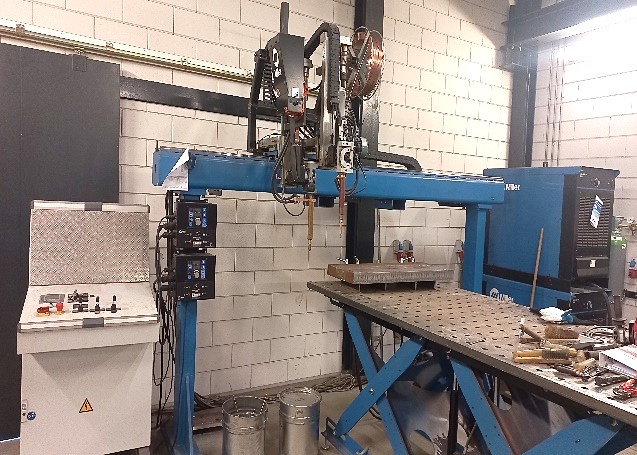
Stanowisko O.P. do treningu.
To szkolenie trwa cztery dni i obejmuje różne obszary. Najpierw teoria na temat tego procesu spawania, potem poranek spawania MAG i oczywiście większość czasu na obsługę i spawanie urządzeniem OP. Plan jest taki, że dzięki temu szkoleniu kandydaci będą mieli wystarczającą podstawową wiedzę, aby móc rozpocząć pracę w SIF. W SIF otrzymają następnie dodatkowe wewnętrzne szkolenie trwające około miesiąca, zanim rzeczywiście zaczną spawać duże pale w praktyce.

Teoria spawania O.P.
Dla kandydatów nie jest konieczne, aby byli doświadczonymi spawaczami MAG. Chodzi bardziej o umiejętność obsługi maszyny niż samodzielne wykonanie spoiny. Aby jednak zdobyć pewne podstawy spawania, zostanie przeprowadzone szkolenie podstawowe z zakresu spawania MAG wraz z teoretycznym wyjaśnieniem tego procesu. Najważniejszą częścią całego szkolenia jest oczywiście nauka obsługi maszyny O.P.

Szkolenie przy maszynie.
Do testu używana jest płyta o grubości 60 mm, w której wyfrezowano dwa głębokie rowki. Ten spaw musi mieć długość ponad metr i być całkowicie wypełniony. Aby zrobić to dobrze, kierunek przesuwania maszyny musi być dobrze ustawiony, a parametry spawania idealnie skonfigurowane. Spawanie MAG ręczne odbywa się przy prądzie około 240 amperów, ale maszyna O.P. musi być ustawiona na co najmniej 650 amperów, aby uzyskać czystą, równą spoinę. Wstępne ustawienie jest niezwykle ważne, ponieważ podczas spawania nie można sprawdzić, czy wszystko idzie dobrze. Cały proces odbywa się pod ochronną warstwą proszku. Dopiero po usunięciu pozostałego proszku widać, czy spawanie się powiodło.

Głębokie rowki do wypełnienia.

Spawanie pod proszkiem.
Ponieważ spawanie O.P. odbywa się pod grubą warstwą proszku, jest to bardzo bezpieczny sposób spawania. Nie wydziela się ciepło, nie ma jasnego światła ani prawie żadnego hałasu.