
What is MAG welding?
In MIG/MAG welding, an arc is created between the supplied welding wire and the workpiece through the welding torch from the power source. The welding arc melts the base material being welded together with the welding wire. This process forms the weld.
The wire feed unit constantly feeds welding wire through the welding torch during the welding process. The welding torch simultaneously supplies the shielding gas to the weld.
The MIG and MAG welding methods differ in that MIG welding (metal inert gas) uses an inert shielding gas that does not participate in the welding process, while MAG welding (metal active gas) uses a shielding gas that does participate in the welding process.
The shielding gas usually contains active carbon dioxide or oxygen. Therefore, MAG welding is used much more often than MIG welding. In practice, the term MIG welding is often mistakenly confused with MAG welding.

Setup for MAG or MIG welding.
Nowadays, MIG/MAG welding is used almost everywhere in the welding industry. The largest users are the heavy and medium-heavy industries such as shipbuilding, steel structure manufacturers, pipelines and pressure vessels, and repair and maintenance companies.
MIG/MAG welding is also frequently used in the sheet metal processing industry, especially in the automotive industry, in body shops, and in small industries. Hobbyists and home users also usually use a MIG/MAG welding machine.
The (MIG) MAG welding process can be divided into different welding processes. This depends on the type of welding wire and the kind of shielding gas used.
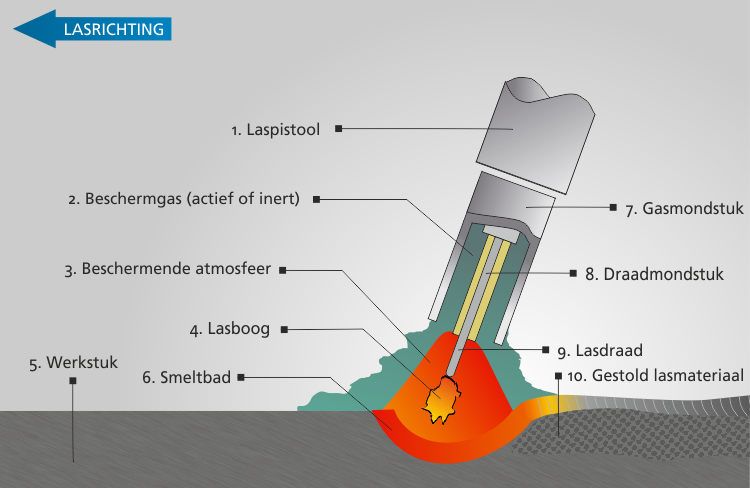
Cross-section of a MAG torch
Below are the four most commonly used MIG/MAG processes with their process number:
131 (MIG welding)
Gas arc welding with solid wire under an inert gas
135 (MAG welding)
Gas arc welding with solid wire under an active gas
136 (MAG welding)
Gas arc welding with flux-cored wire under an active gas
138 (MAG welding)
Gas arc welding with metal-cored wire with an active gas
In addition to the widely used solid wires, there are various types of flux-cored wires for welding.
This is a wire with powder inside. This powder melts with the weld and improves the composition,
quality, and speed of the welding process.
These wires are much more expensive.
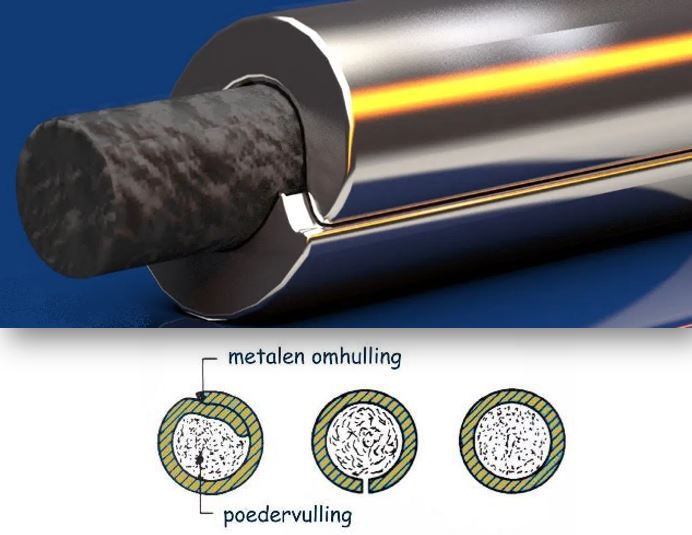
Example of flux-cored wire
131 MIG Aluminium

135 MAG Steel Solid Wire

This method of welding is the most common among Covebo welders.
About 80% of all MAG welders are tested for this method.
It is widely used in steel construction as the photo shows.
But in principle, everything from thin to thick can be welded with this wire, not only steel but also stainless steel, duplex steel, and much more.
135 is a solid wire without filler and is used in combination with a shielding gas to protect the weld pool from oxidation and other contaminants during welding.
The advantage of this wire is that it is relatively easy to use and suitable for welding a wide range of materials.
Moreover, welding with solid wire is cheaper than with flux-cored wires, as no filler material is needed.
A disadvantage is that the welding process can be sensitive to wind influences because there is no filler material to protect the weld pool from contaminants coming from outside.
136 Rutile Flux-Cored Wire
A rutile flux-cored welding wire is a type of welding wire used in MAG welding. The core is filled with a powder that consists of rutile, a titanium dioxide mineral, and other materials that influence the properties of the welding arc and weld seam.
This wire is used for welding steel and other metals and has several advantages over solid wire, such as good weldability, a stable arc, and the ability to absorb dirt in the slag layer. The slag layer also supports the weld, making this wire perfect for vertical-up welding.
In addition, it has a higher deposition rate than solid wires and can offer higher welding speed. Due to these properties, rutile flux-cored wire is widely used in the construction, shipbuilding, and transportation industries.
138 Metal Powder-Filled Wire
A metal powder-filled wire is a special type of welding wire used in MAG welding. It is similar to rutile flux-cored wire, but instead of a rutile-filled powder, the core of the wire contains a powder filled with metal particles intended to improve the properties of the weld seam.
The powder in the core of the wire can consist of various types of metal, such as iron, nickel, chromium, or copper. The powder melts during welding and mixes with the molten metal of the workpiece to create a strong and durable weld joint.
Metal powder-filled wires are often used for welding high-alloy steels and non-ferrous metals. They offer several advantages, such as high deposition rate, good resistance to corrosion and wear, and high welding speed.
This wire is especially used in applications where high demands are placed on the quality and durability of the weld joint.
